
��ô�y����䓺�ȡ�������䓜y��Ľ�Q����
������Ƿǽ����|���p�����ȴ����g�����ܜض�Ӱ푮a��׃�Ρ�
����䓵IJ��|�Dz����w�S�����͵ļӹ���ˇ��һ�Ӳ����w�S��ˢ��һ���z���ٷ���һ�Ӳ����w�S����ˢ��һ���z��
ͨ���Ƴ������ܵ������ڸ��g��Һ�w�ă��桢���͡��\ݔ������ʯ�����������tˎ���a�еĹޡ������ܵ��Լ�Σ��Ʒ�\ݔ܇��Ҳ�Ƴɲ�����Y�����������֡���Ƥ���C���ȵȡ�
����䓵Ĝy�����^
������䓵Ĝy�������ŸБ�����ԭ��������
ԭ����������䓌Ӯ���һ���Ǵ��Ե�Ϳ�������|���Խ��ٻ��w���M��Ϳ�Ӝy��Ҋԭ��D���������ÿ��]����䓹�ˇ�����|�M���Y����Ӱ푡��r��͡�
�ף��ɜy������ޡ����]��B�o���|���ٻ��w����Ҫ���C���ٻ��w�c���y����䓌ӵľo���N�ϣ���t����g�g϶����y���`����o���y������
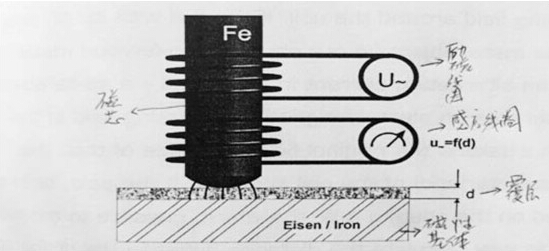
�ŸБ���ԭ��D
������䓵Ĝy������������ԭ��������
�����ɜy����ķ��������ܷ��]��BӰ푡��o����ٻ��w
�ף��ܼӹ���ˇ��ͬ���µIJ����W���Ե�Ӱ푣����ٲ�ͬ�������Ҫ���ȴ_�����y�����١��y��Ҫ�c��
1�����ڳ����ڿ՚����y�Ԃ������̽�^�c���y��֮�g���ͿĨ��τ������D�����՚��g϶ʹ������Ч�����M�뱻�y���Ȳ����@�õ��棨���ȱڣ��ķ���̖��
2��ԓ������̖�����������_�������x�����ܱ��R���M��Ӌ��Ķ��@ʾ���ֵ��
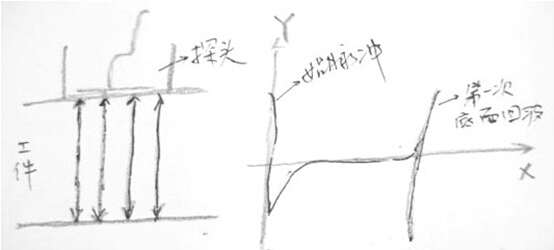
��ע��t0�c�ǰl�����ʼ�r�g�c��ʼ�}�_��t1�c�ǵ�һ�ε��淴��ز������յ��ĕr�g�c�����ߵĕr�g��������ٳ���2���dz����ڹ���һ���γ̂��f��·�̼����ֵ��
����䓜y���Q����
�����˂�ͨ���J��o���ó����M�в���䓵Ĝy��ԭ�����ڣ�����䓃Ȳ��ČӯB�Y�����ظɔ_�˳��������g�Ă���������v�ӯB�ľ�����w�S�صס�����ס�˳��������ص�ͨ·�������ԣ���Ҋ�ĸ��N�����y��x�ǟo�����F�y���ġ���Ҫ��ô�y����䓺���أ�
Ҫ��ʹ�����܉���Ч�ش�����䓲��Ͼ�Ҫ��Q�����a���IJ����������L�����@�^���σȲ��ĽM���w�S����Ҫ���@�ӵēQ������Ҫ��x���·�Y���ܽo�����������������܉�����̖�M����Ч�ĺY�z���Ķ������^����̖�������ʎ�����w�挍�ĵײ���̖����
���P���]��
��һƪ��Ϳ�Ӝy��xͿ僌Ӝyԇ�������ձ�
��һƪ���u�����ٜy��x��ԭ��
-
- ����Ϳ�Ӝy��xTT260+w101
- �F��.�X������Ϳ�Ӝy��xCM-8829
- Ϳ僌Ӝy��xQNix1500
- �˜ʼ�����Ϳ���^�y�xElcometer 121/4
- Ϳ�Ӝy��x(���Է�+�u������̽�^��CTG270
- Ϳ僌Ӝy��xQNix7500��Memory��
- �F���X������Ϳ�Ӝy��xCM-1210A
- Ϳ�Ӝy��xElcometer 355
- ������X�侀�ɹ�y���xXAN 250/252
- Ϳ�Ӻ���^�y�xElcometer 141
- �r����Ĥ�y��xTT270
- ����Ϳ�Ӝy��xQuintSonic 7
- �ֳ�ʽͿ�Ӝy��xPMP10
- PhysiTest��Ĥ݆�y��xPhysiTest15203
- �u��Ϳ�Ӝy��xKD-1
- ����ͷ�ĩͿ�Ӝy��xElcometer 415
- �ֳ�ʽͿ�Ӝy��xFMP30 FMP40
- �r��Ϳ�Ӝy��xTIME2812-ԭTT280
- �X�ϵ�ꖘO����Ϳ��YMP30-S
- �����ؙCеͿ�Ӝy��xMIKROTEST S10 6
- STODAͿ�Ӝy��xSTD2360
- �F��Ϳ�Ӝy��xCM-8825
- �����ؙCеͿ�Ӝy��xMIKROTEST G 6
- Ϳ僌Ӝy��xMinitest 4100
- Ϳ�Ӝy��xTIME2601
- Ϳ僌Ӝy��xMinitest 2100
- �F��.�X������Ϳ�Ӝy��xCM-8829S
- �ֳ�ʽͿ�Ӝy��xFMP10 FMP20
- ���Ӝy��xTT210
- ��跨�~Ϳ�Ӝy��xRMP30-S
